Vòng bi trục khuỷu và sự thay thế của chúng
nội dung
Trục khuỷu là một trong những bộ phận quan trọng của bất kỳ chiếc xe nào có động cơ piston. Một cái riêng biệt được dành cho thiết bị và mục đích của trục khuỷu. Bây giờ chúng ta hãy nói về những gì giúp nó hoạt động trơn tru. Hãy nói về phụ trang.
Các tấm lót được lắp đặt giữa các tấm lót chính của trục khuỷu và giường trong khối xi lanh, và cũng giữa các tấm lót thanh truyền và bề mặt bên trong của đầu dưới của các thanh nối. Thực chất đây là những ổ trượt có tác dụng giảm ma sát trong quá trình quay của trục và tránh cho trục bị kẹt. Vòng bi lăn không được áp dụng ở đây, đơn giản là chúng không thể chịu được các điều kiện hoạt động như vậy trong một thời gian dài.
Ngoài việc giảm ma sát, các tấm lót cho phép bạn định vị chính xác và căn giữa các bộ phận. Một chức năng quan trọng khác của chúng là phân phối chất bôi trơn với việc hình thành một lớp màng dầu trên bề mặt của các bộ phận tương tác.
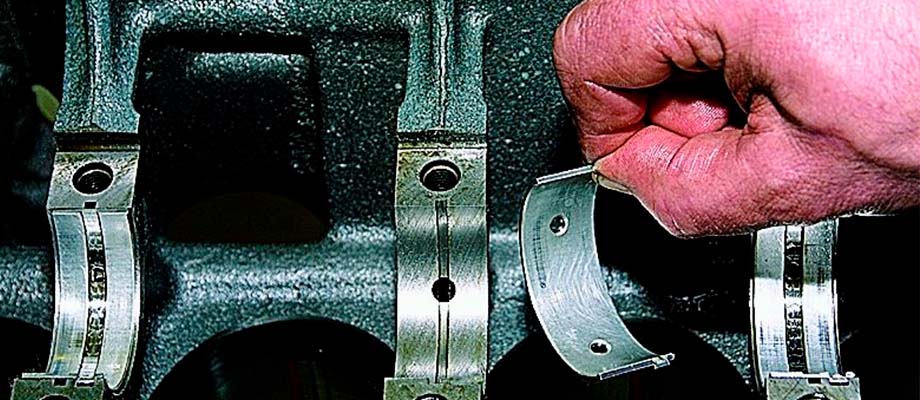
Вкладыш представляет собой составную деталь из двух плоских металлических полуколец. В паре они полностью охватывают шейку коленвала. На одном из торцов полукольца имеется замок, с его помощью вкладыш фиксируется в посадочном месте. В упорных подшипниках делаются буртики — боковые стенки, которые также позволяют фиксировать деталь и не дают валу смещаться по оси.

Có một hoặc hai lỗ trên các bán vòng, qua đó cung cấp dầu bôi trơn. Trên các ống lót, nằm ở phía bên của kênh dẫn dầu, một rãnh dọc được tạo ra, cùng với đó chất bôi trơn đi vào lỗ.
 Vòng bi có cấu trúc nhiều lớp dựa trên một tấm thép. Ở mặt trong (đang làm việc), một lớp phủ chống ma sát được phủ lên nó, thường bao gồm nhiều lớp. Có hai phân loài cấu trúc của lớp lót - lưỡng kim và ba kim.
Vòng bi có cấu trúc nhiều lớp dựa trên một tấm thép. Ở mặt trong (đang làm việc), một lớp phủ chống ma sát được phủ lên nó, thường bao gồm nhiều lớp. Có hai phân loài cấu trúc của lớp lót - lưỡng kim và ba kim.

Đối với kim loại lưỡng kim, một lớp phủ chống ma sát 1 ... 4 mm được phủ lên đế thép có độ dày từ 0,25 đến 0,4 mm. Nó thường chứa các kim loại mềm - đồng, thiếc, chì, nhôm với các tỷ lệ khác nhau. Cũng có thể bổ sung kẽm, niken, silic và các chất khác. Thường có một lớp phụ bằng nhôm hoặc đồng giữa đế và lớp chống ma sát.
Vòng bi ba kim loại có một lớp chì mỏng khác trộn với thiếc hoặc đồng. Nó ngăn chặn sự ăn mòn và giảm mài mòn của lớp chống ma sát.
Để bảo vệ thêm trong quá trình vận chuyển và vận hành, các nửa vòng có thể được tráng thiếc ở cả hai mặt.
Cấu trúc của ống lót trục khuỷu không được quy định bởi bất kỳ tiêu chuẩn nào và có thể khác nhau giữa các nhà sản xuất.
Bộ lót là các bộ phận kiểu chính xác cung cấp các khoảng trống trong giới hạn nhất định trong quá trình quay trục khuỷu. Dầu nhớt được đưa vào khe hở dưới áp suất, do sự dịch chuyển lệch tâm của trục, tạo thành cái gọi là nêm dầu. Thực tế, ở điều kiện bình thường, trục khuỷu không chạm vào ổ trục mà quay trên một nêm dầu.
Giảm áp suất dầu hoặc không đủ độ nhớt, quá nóng, sai lệch kích thước của các bộ phận so với kích thước danh nghĩa, trục bị lệch, sự xâm nhập của các phần tử lạ và các lý do khác gây ra vi phạm ma sát chất lỏng. Sau đó, ở một số nơi, các tạp chí trục và các lớp lót bắt đầu chạm vào nhau. Sự ma sát, nóng lên và mài mòn của các bộ phận tăng lên. Theo thời gian, quá trình dẫn đến hỏng hóc vòng bi.
Sau khi tháo rời và loại bỏ các lớp lót, nguyên nhân của sự mài mòn có thể được đánh giá qua bề ngoài của chúng.

Các lớp lót bị mòn hoặc hư hỏng không thể sửa chữa được và chỉ cần thay thế các tấm lót mới.
Các vấn đề có thể xảy ra với lớp lót sẽ được thông báo bằng tiếng gõ kim loại mờ. Nó trở nên to hơn khi động cơ nóng lên hoặc tải tăng lên.
Nếu nó gõ ở tốc độ trục khuỷu, thì các ổ trục chính hoặc ổ trục đã bị mòn nghiêm trọng.
Nếu tiếng gõ xảy ra với tần suất nhỏ hơn hai lần so với tốc độ trục khuỷu, thì bạn cần xem nhật ký thanh truyền và lớp lót của chúng. Cổ có vấn đề có thể được xác định chính xác hơn bằng cách tắt vòi phun hoặc bugi của một trong các xi lanh. Nếu tiếng gõ biến mất hoặc trở nên êm hơn, thì cần chẩn đoán thanh nối tương ứng.
Một cách gián tiếp, các vấn đề với cổ và ống lót được chỉ ra bởi sự giảm áp suất trong hệ thống bôi trơn. Đặc biệt, nếu điều này được quan sát thấy ở chế độ không tải sau khi thiết bị đã ấm lên.
Vòng bi là chính và thanh kết nối. Đầu tiên được đặt trên các ghế trong thân của BC, chúng bao phủ các tạp chí chính và góp phần làm cho trục quay trơn tru. Cái sau được lắp vào đầu dưới của thanh kết nối và cùng với nó bao phủ nhật ký thanh kết nối của trục khuỷu.
Không chỉ vòng bi bị mài mòn mà còn có các tạp chí trục, vì vậy việc thay thế một ổ trục bị mòn bằng một ống lót có kích thước tiêu chuẩn có thể dẫn đến khe hở quá lớn.
Có thể yêu cầu các vòng bi quá khổ với độ dày tăng lên để bù cho sự mài mòn của tạp chí. Theo quy định, các tấm lót của mỗi kích thước sửa chữa tiếp theo dày hơn một phần tư milimet so với kích thước trước đó. Vòng bi của kích thước sửa chữa đầu tiên dày hơn kích thước tiêu chuẩn 0,25 mm, vòng bi thứ hai dày hơn 0,5 mm, v.v. Mặc dù trong một số trường hợp, bước kích thước sửa chữa có thể khác nhau.
Để xác định mức độ mòn của các tạp chí trục khuỷu, không chỉ cần đo đường kính của chúng mà còn phải chẩn đoán độ noãn và độ côn.
Đối với mỗi cổ, sử dụng một micromet, các phép đo được thực hiện trên hai mặt phẳng vuông góc A và B theo ba phần - phần 1 và 3 cách má một phần tư chiều dài của cổ, phần 2 ở giữa.

Sự khác biệt lớn nhất về đường kính được đo ở các mặt cắt khác nhau, nhưng trong cùng một mặt phẳng, sẽ cho chỉ số độ côn.
Sự khác biệt về đường kính trong các mặt phẳng vuông góc, được đo trong cùng một mặt cắt, sẽ cho giá trị của noãn. Để xác định chính xác hơn mức độ mài mòn hình bầu dục, tốt hơn nên đo theo ba mặt phẳng cứ 120 độ.
Clearances
Giá trị khe hở là hiệu số giữa đường kính trong của ống lót và đường kính cổ, chia cho 2.
Việc xác định đường kính trong của ống lót, đặc biệt là đường kính chính, có thể khó khăn. Do đó, để thuận tiện cho việc đo lường, bạn có thể sử dụng dây nhựa hiệu chuẩn Plastigauge (Plastigage). Quy trình đo như sau.
- Làm sạch các cổ của dầu mỡ.
- Đặt một đoạn que đã hiệu chuẩn lên bề mặt cần đo.
- Lắp nắp ổ trục bằng cách siết chặt các chốt để đạt được mô-men xoắn định mức bằng cờ lê mô-men xoắn.
- Không quay trục khuỷu.
- Bây giờ hãy tháo dây buộc và tháo nắp.
- Áp dụng mẫu hiệu chuẩn lên miếng nhựa đã được làm phẳng và xác định khe hở từ chiều rộng của nó.

Nếu giá trị của nó không phù hợp với giới hạn cho phép thì các cổ trục phải được mài theo kích thước sửa chữa.
Cổ thường mòn không đều, vì vậy tất cả các phép đo phải được thực hiện cho từng loại và đánh bóng, dẫn đến một kích thước sửa chữa. Chỉ khi đó, bạn mới có thể chọn và cài đặt các lớp lót.
Khi lựa chọn phụ kiện cho một sự thay đổi, cần phải tính đến phạm vi mô hình của động cơ đốt trong, và nó sẽ xảy ra ngay cả một mô hình cụ thể của động cơ đốt trong. Trong phần lớn các trường hợp, vòng bi từ các đơn vị khác sẽ không tương thích.
Kích thước danh nghĩa và sửa chữa, giá trị khe hở, dung sai có thể có, mô men xoắn và các thông số khác liên quan đến trục khuỷu có thể được tìm thấy trong sách hướng dẫn sửa chữa cho ô tô của bạn. Việc lựa chọn và lắp đặt các ống lót cần được thực hiện theo đúng hướng dẫn sử dụng và các nhãn hiệu được đóng trên trục khuỷu và thân của BC.
Quy trình thay vòng bi chính xác liên quan đến việc tháo dỡ hoàn toàn trục khuỷu. Vì vậy, bạn phải loại bỏ động cơ. Nếu bạn có điều kiện thích hợp, bộ công cụ cần thiết, kinh nghiệm và mong muốn thì bạn có thể tiến hành. Nếu không, bạn đang trên con đường đến với một dịch vụ xe hơi.
Trước khi tháo nắp của các tấm lót, chúng phải được đánh số và đánh dấu để chúng có thể được lắp vào vị trí ban đầu và ở cùng một vị trí trong quá trình lắp đặt. Điều này cũng áp dụng cho các lớp lót, nếu chúng ở trong tình trạng tốt và dự kiến sử dụng thêm.
Trục, tấm lót và các bộ phận giao phối được tháo ra được làm sạch kỹ lưỡng. Tình trạng của chúng được kiểm tra, cần đặc biệt chú ý đến việc kiểm tra độ sạch của các kênh dẫn dầu. Nếu lớp lót có khuyết tật - bong tróc, tách lớp, vết chảy hoặc dính - thì chúng cần được thay thế.
Hơn nữa, các phép đo yêu cầu được thực hiện. Tùy thuộc vào kết quả thu được, các cổ được đánh bóng.
Nếu có sẵn các ống lót có kích thước mong muốn, thì bạn có thể tiến hành lắp đặt trục khuỷu.
Lắp ráp
Những chiếc được thiết kế để đặt trên giường BC có rãnh để bôi trơn, và những nửa vòng được lắp vào vỏ không có rãnh. Bạn không thể thay đổi vị trí của họ.
Trước khi lắp đặt tất cả các ống lót, bề mặt làm việc của chúng, cũng như các ổ trục khuỷu, phải được bôi trơn bằng dầu.
và các ổ trục được lắp vào đáy của khối xi lanh, và trục khuỷu được đặt trên chúng.
Các nắp ổ trục chính được đặt đúng vị trí của các ký hiệu và nhãn hiệu được thực hiện trong quá trình tháo dỡ. Các bu lông được siết chặt đến mômen xoắn yêu cầu trong 2-3 lần đi qua. Đầu tiên, nắp ổ trục trung tâm được siết chặt, sau đó theo sơ đồ: lớp lót thứ 2, thứ 4, phía trước và phía sau.
Khi tất cả các nắp được vặn chặt, hãy quay trục khuỷu và đảm bảo rằng việc quay dễ dàng và không bị dính.
Gắn các thanh kết nối. Mỗi tấm bìa phải được đặt trên một thanh kết nối của riêng nó, vì quá trình nhàm chán của nhà máy được thực hiện cùng nhau. Các khóa của tai nghe phải ở cùng một bên. Vặn chặt các bu lông đến mômen xoắn cần thiết.
Có rất nhiều khuyến nghị trên Internet để thay thế vòng bi mà không cần quá trình tháo lắp rất rắc rối. Một trong những phương pháp như vậy là sử dụng một bu lông hoặc đinh tán được đưa vào lỗ dầu cổ. Nếu cần thiết, đầu bu lông phải được nối đất sao cho nó không vượt quá chiều dày của lớp lót theo chiều cao và đi tự do vào khe hở. Khi quay trục khuỷu, đầu sẽ tựa vào đầu của nửa vòng bi và đẩy nó ra ngoài. sau đó, theo một cách tương tự, một đoạn chèn mới được đặt thay cho đoạn trích đã trích xuất.
Thật vậy, phương pháp này hoạt động và rủi ro làm hỏng bất cứ thứ gì là nhỏ, bạn chỉ cần đi đến trục khuỷu từ lỗ kiểm tra. Tuy nhiên, nó có thể gây ra những hậu quả khó lường, vì vậy bạn sử dụng nó sẽ gặp nguy hiểm và rủi ro của riêng mình.
Vấn đề với các phương pháp dân gian như vậy là họ không cung cấp cách khắc phục sự cố và các phép đo chi tiết của trục khuỷu và tuyệt đối loại trừ việc mài và lắp các cổ trục. Mọi thứ đều được thực hiện bằng mắt. Kết quả là, vấn đề có thể được ngụy trang, nhưng sau một thời gian, nó sẽ xuất hiện trở lại. Điều này là tốt nhất.
Việc thay đổi các ống lót bị hỏng mà không tính đến độ mòn của các tạp chí trục khuỷu là điều cực kỳ không đáng có. Trong quá trình hoạt động, ví dụ, cổ có thể có hình dạng của một hình bầu dục. Và sau đó, một sự thay thế đơn giản của lớp lót gần như được đảm bảo sẽ dẫn đến sự thay đổi của nó sớm. Kết quả là, ít nhất sẽ có vết xước trên trục khuỷu và nó sẽ phải được đánh bóng, và tối đa, động cơ đốt trong sẽ được sửa chữa nghiêm túc. Nếu nó quay, nó có thể thất bại.
Việc giải phóng mặt bằng không đúng cách cũng sẽ gây ra những hậu quả tiêu cực nghiêm trọng. Phản ứng dữ dội bao gồm tiếng gõ, rung động và thậm chí là hao mòn nhiều hơn. Ngược lại, nếu khe hở nhỏ hơn mức cho phép thì nguy cơ kẹt xe sẽ tăng lên.
Mặc dù ở mức độ thấp hơn, các bộ phận giao phối khác cũng dần bị mòn - các đầu thanh truyền, giường trục khuỷu. Điều này cũng không nên quên.